די קוואַדראַט אָדער רעקטאַנגגיאַלער פורעמונג איז געשאפן אויס איידער די רער וועלדינג, מיט וויכטיק אַדוואַנטידזשיז אין טערמינען פון מאַכט און מאַטעריאַל פּרייַז רעדוקציע.
איינריכטונגען:
1) פאַרגלייַכן מיט קייַלעכיק אין קוואַדראַט & גראָדעק פאָרמינג וועג, דעם וועג איז בעסער פֿאַר די פאָרעם בייַ די ברעג פון קרייַז אָפּטיילונג, קאַמפּעראַטיוולי, די האַלב-דיאַמעטער פון ינער ראַק איז קליין, און די ראַנד איז פלאַך, די זייַט איז רעגולער, גאנץ פאָרעם פון רער
2) און די גאנצע שורה מאַסע איז נידעריק, ספּעציעל די סייזינג טיילן.
3) די ברייט פון שטאָל פּאַס איז קליין וועגן 2.4-3% ווי קייַלעכיק אין קוואַדראַט & רעקטאַנגגיאַלער, עס קענען ראַטעווען די פאַרנוצן פון רוי מאַטעריאַל.
4) עס אַדאַפּץ די מאַלטי-פונט בענדינג וועג, ויסמיידן די אַקסיאַל קראַפט און זייַט אַברייזשאַן, רעדוצירן די פאָרמינג שריט און ענשור די קוואַליטעט, דערווייַל עס רעדוצירן די מאַכט וויסטידזש און וואַל אַברייזשאַן.
5) עס אַדאַפּץ די קאַמביינד טיפּ וואַל אויף די רובֿ פון די סטאַנדז, עס ריאַלייזיז אַז איין גאַנג פון וואַל קענען פּראָדוצירן אַלע די סיזעס פון קוואדראט & רעקטאַנגולאַר רער מיט פאַרשידענע ספּעסאַפאַקיישאַנז, עס פאַרמינערן די קראָם פון וואַל, נידעריק די פּרייַז וועגן 80% אויף וואַל, שנעל די באַנקראָל ויסקער, קורץ די צייַט איין נייַ פּראָדוקט פּלאַן.
6) אַלע די ראָולערז זענען פּראָסט שאַרעס, ניט דאַרפֿן צו פאַרבייַטן די ראָולערז ווען טוישן רער גרייס, נאָר אַדזשאַסטינג די שטעלע פון ראָולערז דורך מאָטאָר אָדער פּלק, און איינגעזען די פול אָטאַמאַטיק קאָנטראָל;עס זייער ראַדוסאַז די ראָלל טשאַנגינג צייַט, ראַדוסאַז די אַרבעט קראַפט, ימפּרוווז די פּראָדוקציע עפעקטיווקייַט.
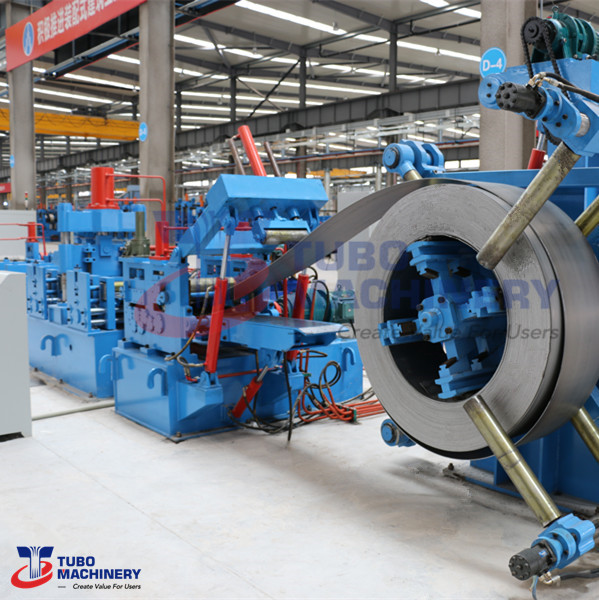
טעקנאַלאַדזשיקאַל לויפן:
פּאַס שפּול → ונקאָילינג → שפּול פּילער → קניפּ & לעוועלינג → שירינג און באַט וועלדינג → אַקיומיאַלאַטאָר → פאָרמינג → וועלדינג → קרעלן רימוווער → וואַסער קאָאָלינג → סייזינג → טורקס קאָפּ → פליענדיק געזען קאַטינג → רער קאַלעקטינג.
פּאָסטן צייט: 27-2021 סעפטעמבער